
I just added a few more 18th century gunsmithing tools to my tool kit. One is a pristine early screw plate, probably from the late 18th century or early 19th century. I don’t think this thing has ever been used. It appears to still have the temper colors on it. At least it did, until I started using it ;).
The other tool is a square shank circle cutter for use with a brace. However, I didn’t buy it as a circle cutter. I thought that with the addition of an appropriately sized dowel on the center point as a pilot, I could use it to cut circles on the muzzles of barrels. Southern longrifles were often decorated on the muzzle with engraved circles, and stamped circles and stars. I had been meaning to make one as most of the ones in period gunmakers’ tool boxes were apparently homemade. However, I saw this thing on ebay for less than $20. I snapped it up as quick as I could. I had never seen one before and didn’t know any such thing existed as a commercial product.

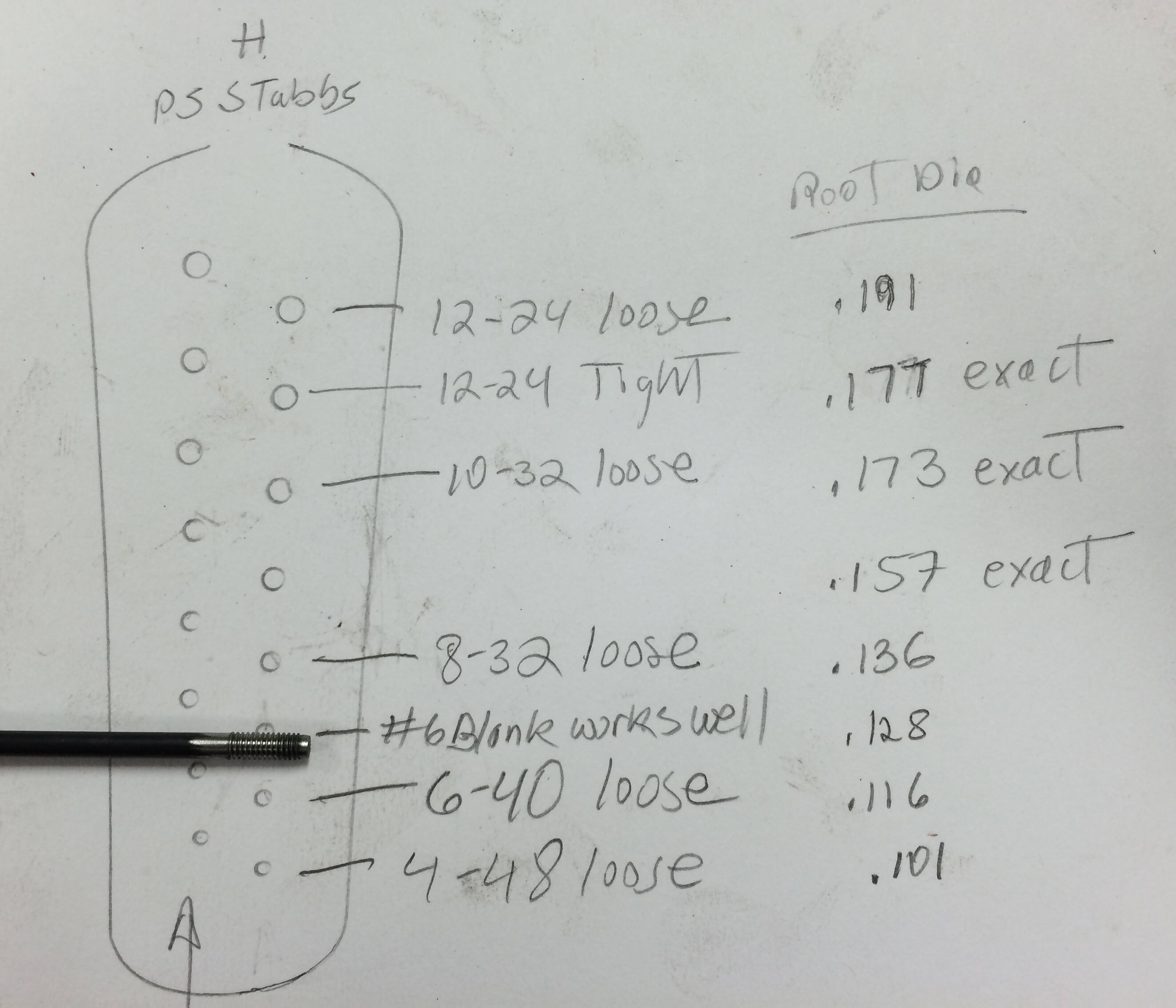
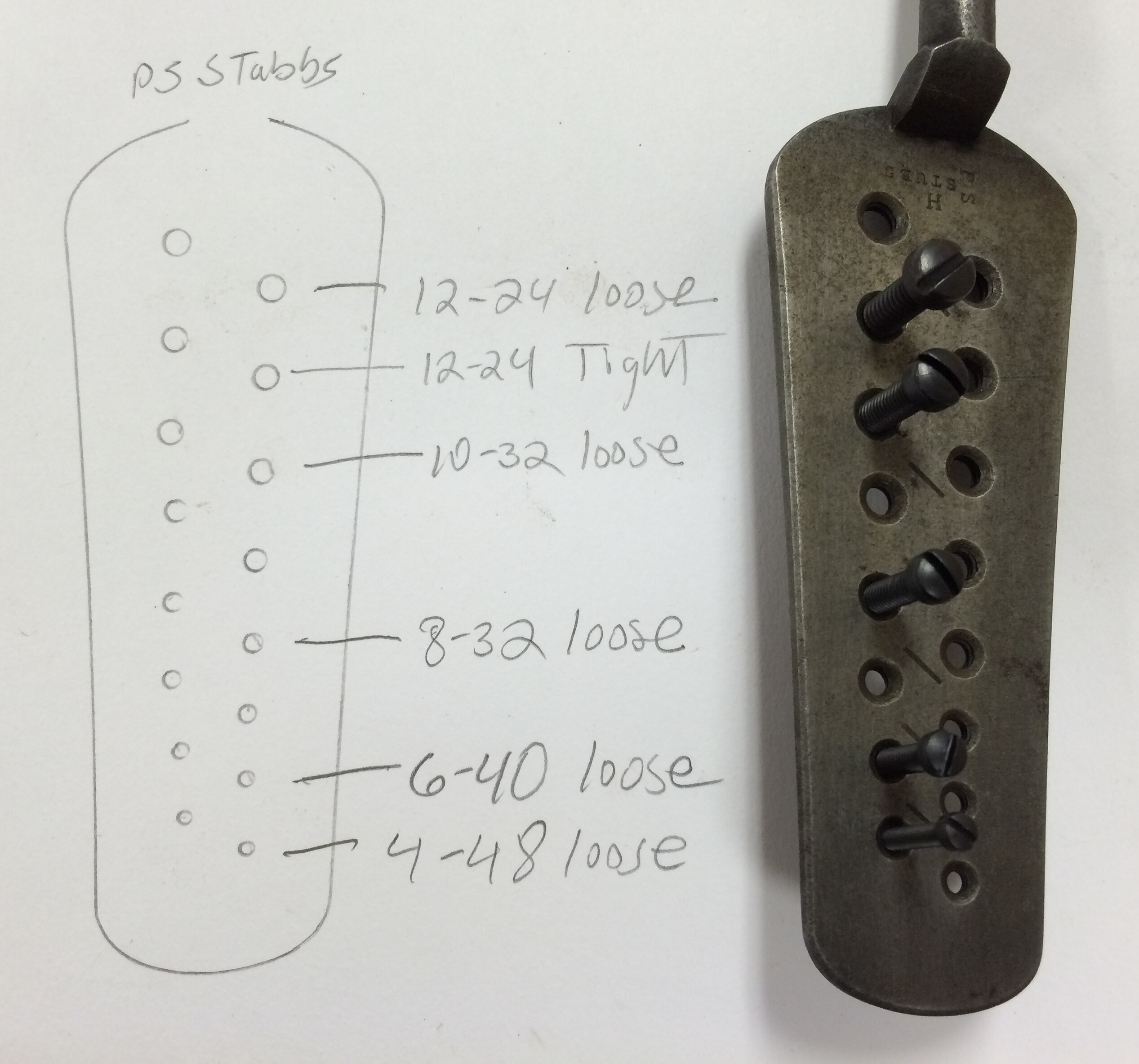 To the right and below are a few photos showing the screw plate with a few modern screws that fit that plate. I also measured the root diameter of the holes in the screw plate using wire number twist drills. The fit of the drills is between .001″-.003″. I have also shown the data associated with using #4 and #6 machine screw blanks to cut screws using the screw plate. I will continue working to develop a set of tap drills, square reamers, taps, and screw mills from this screw plate to cut the screws required of a flintlock.
To the right and below are a few photos showing the screw plate with a few modern screws that fit that plate. I also measured the root diameter of the holes in the screw plate using wire number twist drills. The fit of the drills is between .001″-.003″. I have also shown the data associated with using #4 and #6 machine screw blanks to cut screws using the screw plate. I will continue working to develop a set of tap drills, square reamers, taps, and screw mills from this screw plate to cut the screws required of a flintlock.
 I have learned the hard way that it is very easy to twist off a screw blank in this screw plate and very hard to get out the broken bit. I was able to drill out and pick out most of the metal, but some was stuck down in a thread. It is hard to clean out a 4-48 thread. I made a tap, using the larger hole, with a screw blank which I tapered and case hardened. If I was planning to use it more than once, I would have forged it out of a piece of w-1, but using the screw blank was quick and easy. It worked just fine.
I have learned the hard way that it is very easy to twist off a screw blank in this screw plate and very hard to get out the broken bit. I was able to drill out and pick out most of the metal, but some was stuck down in a thread. It is hard to clean out a 4-48 thread. I made a tap, using the larger hole, with a screw blank which I tapered and case hardened. If I was planning to use it more than once, I would have forged it out of a piece of w-1, but using the screw blank was quick and easy. It worked just fine.
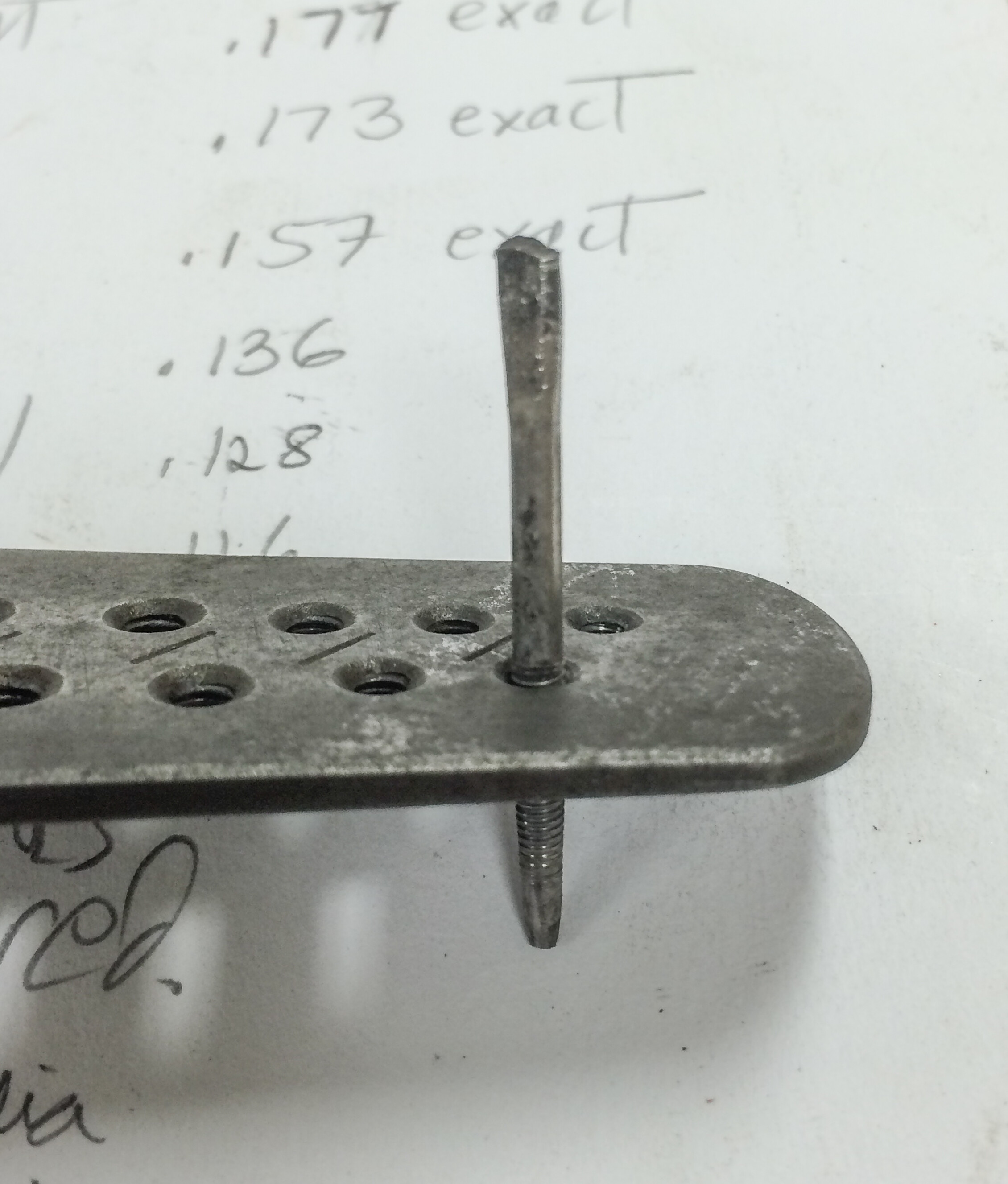
Anyway, I have learned that the screw blank needs to be smaller than I would normally think due to the expansion from swaging; and that I need to be very careful about the pressure I apply.
It is starting to look like a blank that fits in the next hole up is about the right diameter for swaging the thread in the chosen threaded hole.
A nice screwplate, I have an assortment that I have picked up for clock restoration. As you now well know they take a little practice and I’m glad you were able to remove the broken bits from the holes. It is very common to find these things with a few plugged holes. In the future using a brass rod to determine the optimum diameter etc. will make things a little easier.
The reason for the side holes at each station on these plates is not to collect swarf, there is no swarf generated as these screw plates swage the thread onto the screw,it is there to saw through the broken screw shanks. Your theory of using the thread core dia of the next size up is right, if you turn to a snug fit, then turn the screw plate on to that, it with swage the screw to the correct size, the diagonal threaded hole which appear to be the same are there for making a tap, choose the larger of the 2 to make your tap, the new screw will then fit the tapped hole. Good Luck!